一文全面了解EVA防水板施工工艺流程
一、EVA防水板工艺总结
(一)、EVA防水板及无纺布的技术性能
1、EVA防水板:采用EVA型,厚度≥1.5mm,幅宽宜定尺生产,益为2~4m;断裂拉伸强度≥18Mpa;断裂伸长率≥650%;撕裂强度≥100KN/m;低温弯折性为-35℃无裂纹;不透水性为0.3Mpa,24h无渗水;加热伸缩量:
延伸≤2mm,收缩≤6mm;热空气老化(80℃×168h):断裂拉伸强度≥16MPa,断裂伸长率≥600%;耐碱性(饱和Ca(OH)[2]溶液*168h):断裂拉伸强度≥17MPa,扯断伸长率≥600%;人工候化:断裂拉伸强度保持率≥80%,断裂伸长率保持率≥70%;刺破强度:300N。
2、无纺土工布:重量≥400g/平方;厚度≥3mm;拉断力(50mm)≥450N;伸长率≥80%;纵横强度比<1.5;梯形断裂≥250N;渗透系数≥5*10-2;裂隙率>80%。
(二)、EVA防水板材料实际进场及检验情况
EVA防水板采用山东宏远环境科技有限公司生产的EVA防水板,无纺布生产厂家也是宏远环境,热熔垫圈属于公司采购土工耗材。
EVA防水板、土工复合材料等进场后,首先对EVA防水板的等材料的材质证明及材料规格进行检验,合格后进行材料材质、性能试验,对于中心试验室不能检测的性能指标进行第三方委外送检。待EVA防水板材料全部检测合
格及监理人员见证且检查合格后方可投入使用。

(三)、EVA防水板施工工艺控制情况
1、施工器具
固定土工布所采用的射钉枪,热熔垫圈与EVA防水板间焊接采用压焊器或者热熔枪,EVA防水板间环向焊接采用双缝爬焊机,修补EVA防水板则采用电烙铁。

2、无纺布铺设
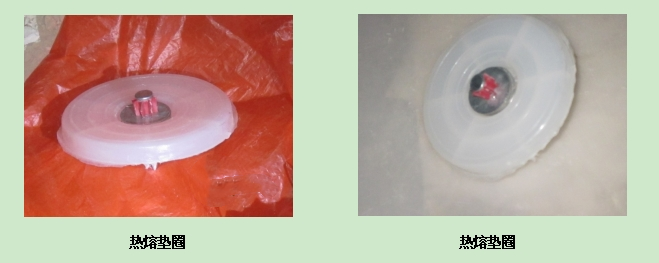
铺设无纺布,首先用作业台车将单幅无纺布固定到预定位置,然后采用热熔垫片、金属垫片、射钉结合,﹝材料规格:热熔热直径70mm、厚度5~6mm,金属垫片直径20mm、厚度2mm,射钉长度25mm~30mm,﹞采用射
钉抢作业,射击固定无纺布,由下至上循环固定,无纺布搭接宽度不小于50mm。专用热熔衬垫及射钉按梅花型的布置,拱部间距0.5~0.8m,边墙为0.8~1.0m。无纺布与喷砼表面密帖,铺设应平顺、无隆起、无褶皱。安装
完毕,检查热熔垫片是否完好,确定能否达到EVA防水板安装要求,如不合要求,需补钉热熔垫片。

3、EVA防水板铺设
铺设EVA防水板,将EVA防水板固定到预定位置,然后用手动电热熔压焊器加热,电压〈V〉:220V,功率〈P〉:500W,加热温度0~450℃,由下至上循环热熔固定,开始时电热熔压焊发热较慢,半小时后发热正常,压焊
每块热熔垫片需3~5分钟,压焊器热熔头适宜温度在300℃~400℃之间﹞。手动电热熔压焊器与EVA防水板之间采用隔热布垫层,防止加热时损坏EVA防水板。使EVA防水板焊接在固定无纺布的专用热熔垫片上。

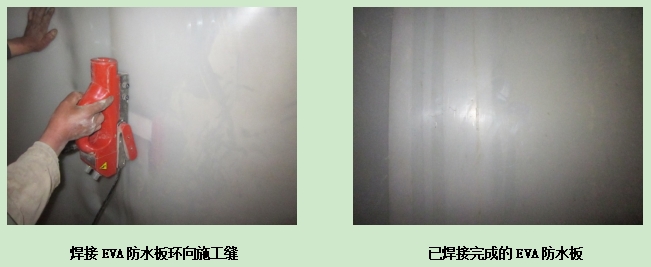
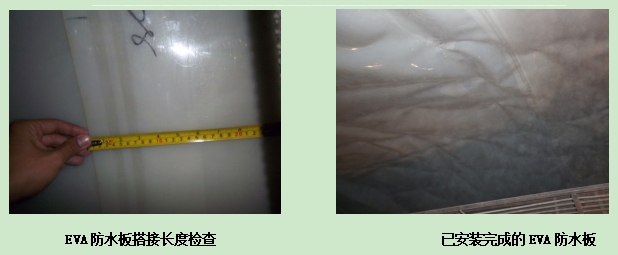
EVA防水板环向缝采用釆用莱斯特自动双缝EVA防水板爬焊机;温度控制部分采用自动恒温PID控制;速度控制部分采用脉宽调制﹝PWM﹞自动稳压稳速电路;直流伺服电机驱动,输出力矩大,行走平稳。按预定的温度、速度
焊接,电压﹝V﹞:220v,频率﹝Hz﹞:50Hz,功率﹝P﹞:800W,焊接速度﹝V﹞:0.5~5m/min,加热温度〔T〕:0~450℃。焊接环向单道接头需要25~30分钟﹝循环长度28m左右﹞,温度需要操作员调控,按实际施作需求撑握调接,适宜温度在350℃~400℃之间。搭接宽度:150mm,两条焊缝的宽度不小于15mm,中间空腔12mm,焊缝强度:≥85﹪母材﹝剪切方向抗拉﹞。焊接后两条缝间有一条空气道,用于器密性试验仪检测焊接质量。焊接前先除尽EVA防水板表面的灰尘再焊接,焊接时注意搭接15cm宽准确度,不能偏斜焊接,不能起包焊接,要平顺焊接,由上至下循环焊接;确保接缝的密实度。
(四)、施工质量控制要点
1、初支表面平整度要求
防水层铺设前应先对隧道进行断面扫描,对初期支护喷射混凝土表面进行处理,切除锚杆头和钢筋露头,并用细石混凝土抹平覆盖,凹坑深宽比应控制在1/10以内;深宽比大于1/10的凹坑应用细石混凝土填平,确保喷射混凝
土表面平整,无尖锐棱角并对初支平整度进行检测,采用平整度尺及塞尺检测合格后,方可进入下道工序施工。

2、EVA防水板安装要求
铺设EVA防水板先用作业台车将EVA防水板固定到预定位置,然后用手动电热熔器加热,使EVA防水板焊接在固定无纺布的专用热熔衬垫上。EVA防水板要松紧适度,避免过紧被撕裂或过松形成人为蓄水点。
EVA防水板采用自动双缝热熔焊机,按预定的温度、速度焊接,单缝焊的有效焊缝宽度不小于15mm。焊接后两条焊缝间留一条空气道,用于空气检测器检测焊接质量。焊接前先除尽EVA防水板表面的灰尘再焊接,防水搭接宽
度须大于15cm。EVA防水板搭接缝应与变形缝、施工缝、围岩集中出水处等防水薄弱环节错开,距离不应小于100cm。
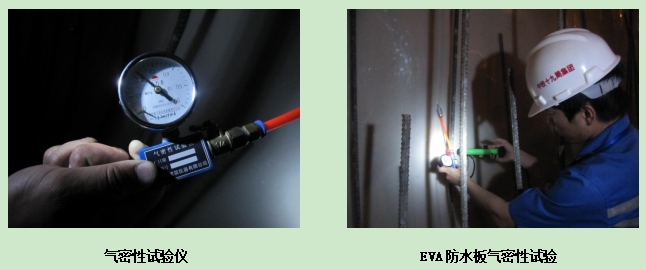
3、EVA防水板焊接质量检查
焊缝检测采用气密性试验仪现场检测EVA防水板焊接质量。先堵住空气道的一端,然后用气密性试验仪从另一端打气加压,直至压力达到0.25MPa,保持压力不减少于15分钟,允许压力下降不超过10%.如达到要求,说明完全合格,
否则须用检测液(如肥皂水)找出漏气部位,用热熔焊器修补后再次检测,直到完全合格。
4、EVA防水板破损处修理
如发现EVA防水板有破损,必须及时修补。先取一小块EVA防水板剪成圆角,补丁边缘距破损边缘的距离不得小于7cm,除尽两EVA防水板上的灰尘后,将其置于破损处,然后用手动电热熔器熔接。

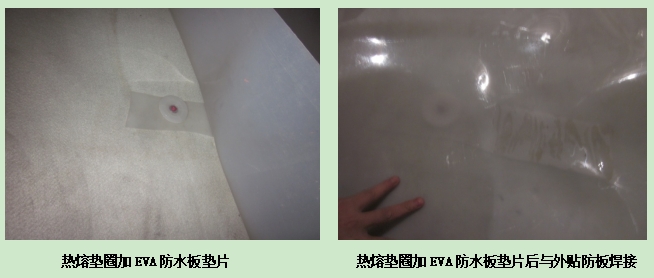
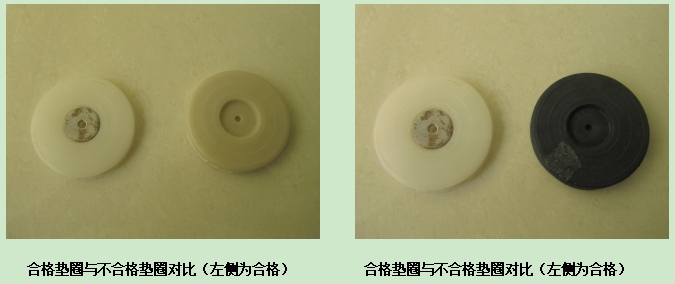
(五)、热熔式铺设EVA防水板存在问题分析
在施工过程中,个别工点先期采用热熔式铺设EVA防水板存在热熔垫圈与EVA防水板焊接不上或焊接不牢的问题,经过施工摸索,目前原因已经比较明晰:主要是热熔垫圈与EVA防水板熔点相差过大造成,导致部分EVA防水板
已经焊焦但垫圈尚未达到熔点情况发生。解决的办法主要有两点:一是选择与EVA防水板材质相近的热熔垫圈,保证两者熔点尽量接近;二是在热熔垫圈下方安装一小块EVA防水板,与垫圈一起钉在土工布上,再将外挂EVA防水板
与小块EVA防水板焊在一起。